ヤスリで作るナイフメーキング肉体労働編 1
何故か2006年に成りました、延び延びの肉体労働編始めようと思います。
何時になったら創めるのかな・・・・・・なんて思っている皆さん、サボっていた訳では
ありません、記憶の中にはいつも存在してました・・・・・・・・・。

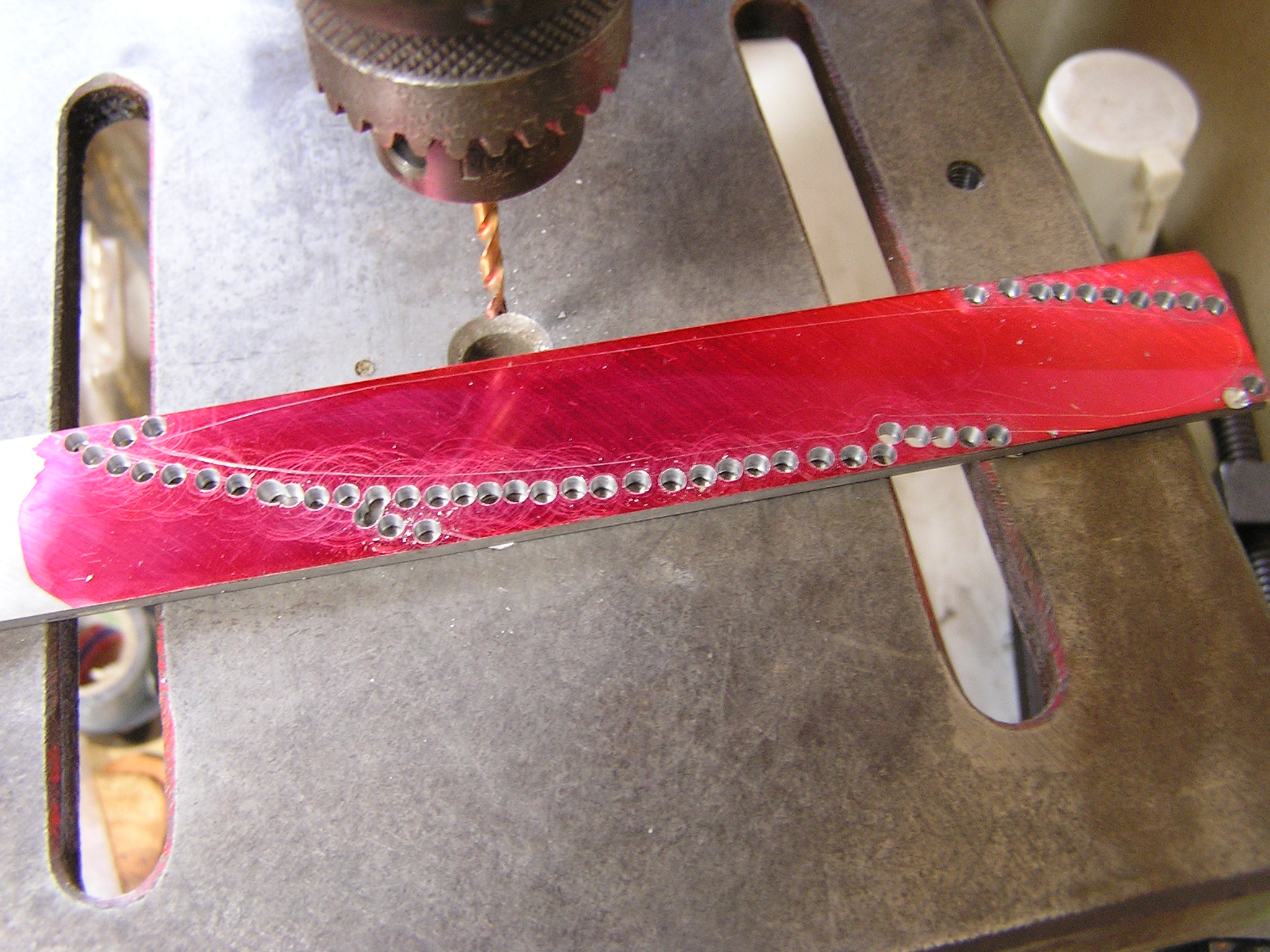
#3
外形ラインより1ミリ位外側にドリルで穴あけ
残した部分はヤスリで削るため沢山残すと
翌日、筋肉痛が待っています。
使っているキリ先は3.2ミリ 理由は、普段
使うキリのサイズが2ミリ・3ミリ・5ミリ等が
一番多いので3.2ミリにしてます。
切れなくなったキリでピン穴など明けると
正確な穴が開きません外形の穴あけは専用のキリを
使いましょう。
2ミリのキリでもと考えている皆さんもいると思うので
補足します。
穴あけの後は金鋸などで切り出しますが鋸刃の厚みが
2ミリ位あるため直線は切りやすいのですが緩い曲線が
切りにくい為3.2ミリを使っています。
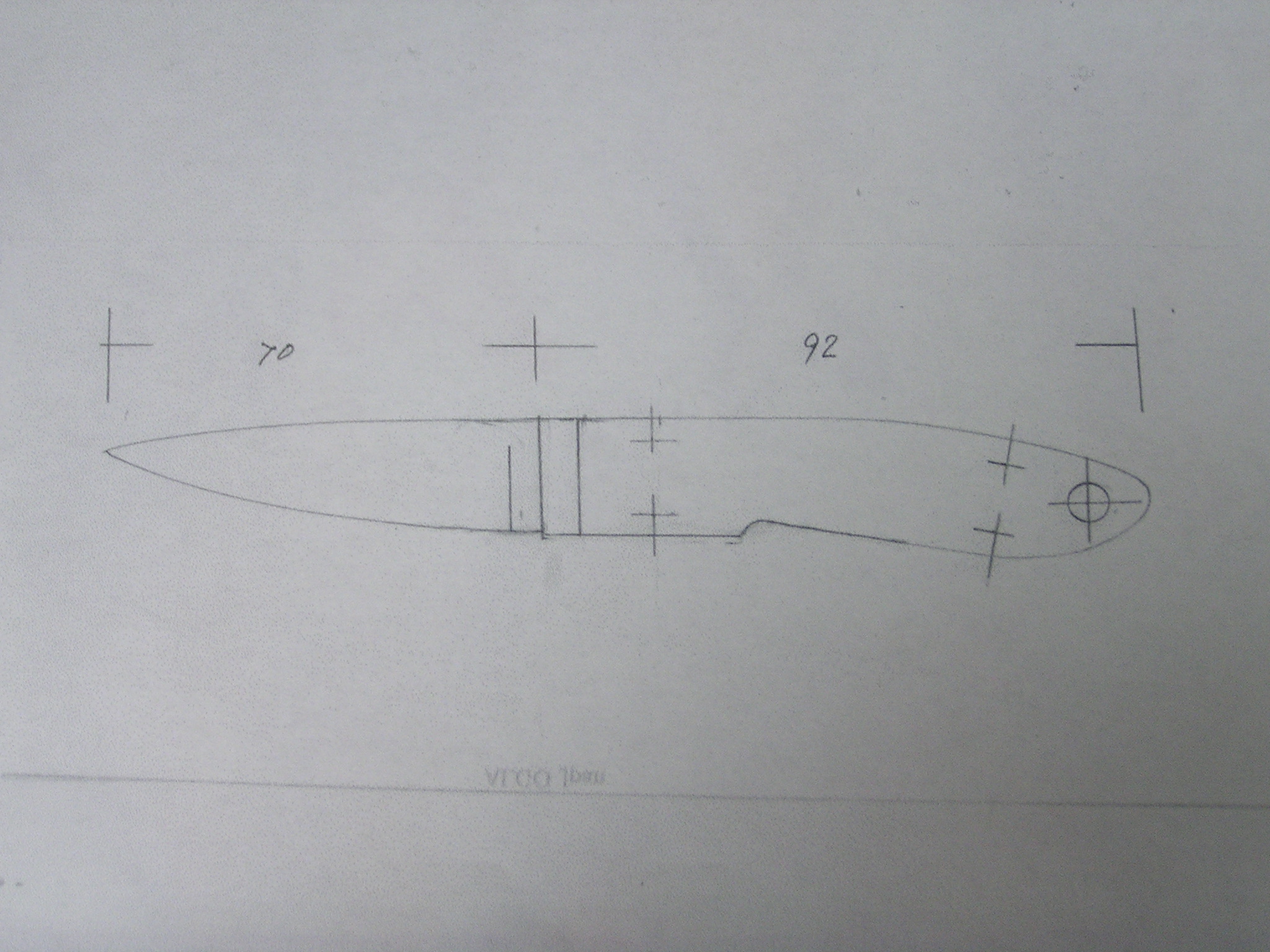
ブレード ATS-34 3mm
ブレードサイズ 70mm
ハンドルサイズ 92mm
ヒルト SUS
ハンドル ウッドマイカルタ
#2
型紙から鋼材へデザインを写す
ピン穴、ソングホール、ヒルト等一緒に写しても
良いのですが、外形を切り出す時にインクが落ちて
ラインが見えなくなる事があるので、ここでは
ラインを入れません。
#1
ナイフのデザインを決め
デザインを元に型紙を作ります
コピーした紙を厚手の紙に貼り付け
外形ラインの上で切り取ります。
厚手の紙ではなく、直接鋼材に貼り付ける
方法もあります。
どちらを選ぶかは皆さんにお任せ・・・・・
限りなく手間と消耗品を少なくするには
後者が有利かも知れません。
#5
見た目は綺麗ではありませんが切り出し
完了しました。
鋼材のサイズを選ぶ時は出来るだけ切り落としが
少なくなる様に、又は、もう一本位切り出せる様な
サイズを選ぶと無駄が出ないと思います。

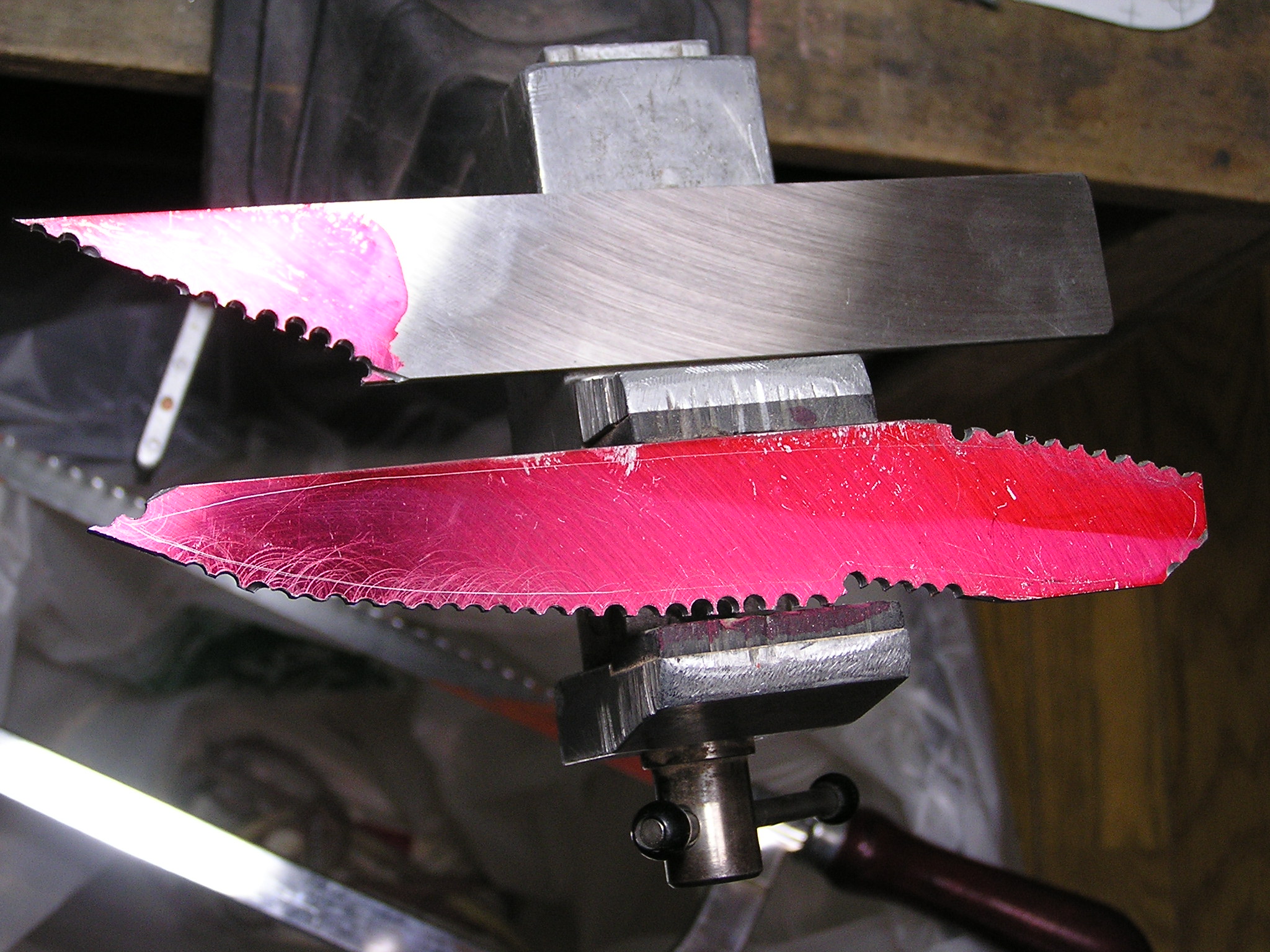

#4
金鋸で外形を切り出す
ヤスリ掛けを少なくするため余分なところは
出来るだけ切り落とす。
ただし、ラインギリギリまで攻めるのは止めたほうが
皆さんの為になります。
#3で説明出来なかったのですが、穴あけのピッチ
はキリ先の径間隔でケガクと綺麗に繋がります
もちろんポンチを忘れずに打つ事
ベルトでのナイフメーキングで説明不十分の所を出来るだけ分かりやすく説明を入れ様と思います。
他のメーカーさんと違う作り方もしてますが、いずれ無駄を取り除くと他のメーカーさんと同じ
作り方に成るのかも知れません。
#6
外形研削に使用するヤスリ達です
左からチェンソーの目立用丸ヤスリ5ミリと3ミリ
荒目半丸・中目平ヤスリ、他にも使いますが
大体この位で間に合います。
他のコーナーでも色々なヤスリが出てきますので
少しずつ紹介します。
ナイフメーキングで使用している研削工具は殆どが
ステンレス用です、鉄鋼用でも良いのですが長持ち
しない為かえって余分な出費が増えるだけです
少々高めになりますが良いものを揃えたいものです。